一、主要技術(shù)規(guī)格Main Tech Parameters
|
原材料(鋼帶)材質(zhì) Steel strip material |
熱軋或冷軋,低碳鋼,低合金鋼,鍍鋅鋼帶 Hot rolled or cold rolled, low carbon steel, low ally steel, galvanized steel. |
|
成品要求 Finished Products requirements |
圓管round pipeФ12.7-Ф38.1mm, thickness 壁厚:0.4-2.0mm 方管Square tube: 10*10 –30*30mm thickness 壁厚:0.4-1.5mm 矩形管Rectangle tube:within same bandwidth of tube/pipe |
|
機(jī)列要求 Machine column requirements |
機(jī)列形式:分體式 Form: Split |
|
布置方式:根據(jù)客戶的需求 arrangement form: according to the customer's requirements |
|
|
機(jī)組生產(chǎn)速度 Unit production speed |
0~100m/min (特定條件下無(wú)法達(dá)到最高速度The maximum speed can not be reached under certain conditions |
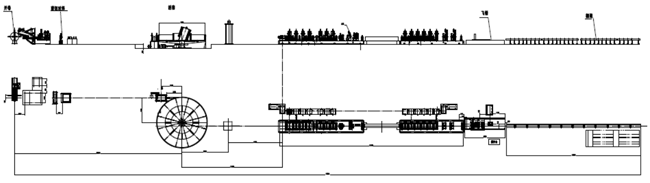
二、工藝流程 Working Flow
開(kāi)卷→剪切對(duì)焊→螺旋活套→校平→軋制成型→高頻焊接→刮刀→冷卻 →定徑→矯直→鋸切料→下料臺(tái)
hanging material→feeding→un-coiler→shear and butt welder→horizontal spiral accumulator→forming→high frequency welding→scraper→cooling →sizing→straightener→computer control saw→lay out table
三、焊管線主要構(gòu)成規(guī)格 Mainly Composed Specifications Of Pipe Line
1、開(kāi)卷機(jī) Uncoiler
|
結(jié)構(gòu)形式 type |
雙頭氣動(dòng)式開(kāi)卷機(jī)Double Side pneumatic Mechanical Un-coiler |
|
適用鋼帶內(nèi)徑 Shrinking and expanding range of I.D |
鋼卷內(nèi)徑漲縮范圍φ470-φ520mm(根據(jù)客戶需求) Φ470-Φ520(according to the customer’s request) |
|
鋼帶外徑 steel strip O.D |
≤φ1800mm |
|
鋼帶寬度 Steel strip width |
40~120mm |
|
鋼帶卷重 Steel strip coil weight |
單邊One side≤1.5噸Ton |
|
制動(dòng)形式 Brake from |
氣動(dòng)、強(qiáng)弱制動(dòng)Pneumatic brake |
|
轉(zhuǎn)動(dòng)形式 rotation form |
人工推動(dòng)平臺(tái)±180°Manual push platform±180° |
2、液壓剪切手工對(duì)焊機(jī)或自動(dòng)焊Hydraulic shear And Manual Butt Welder or Automatic welding
|
作用Function |
切除鋼帶頭尾的缺陷部分以及帶卷中間的缺陷部分 在對(duì)焊前切頭切尾,使對(duì)焊接頭平直對(duì)正,利于對(duì)焊 Removal of the defective portion of the strip head and tail and coil center, Cutting head and tail before butt welding, make the butt-welded head straight on to be good for welding |
|
結(jié)構(gòu)形式 Structure form |
液壓剪+手動(dòng)焊接+手動(dòng)對(duì)縫 或 液壓剪+自動(dòng)焊接+自動(dòng)對(duì)縫 Hydraulic shearing and manual alignment and manual welding Or Hydraulic shearing and automatic alignment and automatic welding |
|
剪切厚度 Applicable steel strip thickness |
≦2.0mm |
|
最大剪切寬度 Maximum steel strip width |
130mm |
3、盤(pán)式螺旋活套Horizontal Spiral Accumulator
|
活套原理 Principle |
由外套引入,中心出料 Introduced by the outer accumulator, center discharge |
|
活套直徑 Diameter |
Ф3.5米meter |
|
鋼帶寬度 Steel strip width |
40~120mm |
|
鋼帶厚度 Steel strip thickness |
≦2.0mm |
|
充料速度 Feeding speed |
≥200m/min |
|
送料電機(jī)功率 Feeding motor power |
7.5KW |
|
活套主體功率 Accumulator unit motor power |
11KW |
4、成型定徑機(jī)組Forming And Sizing Machine
|
進(jìn)料裝置 Feeding device |
導(dǎo)向立輥 Guide vertical roll |
矯平輥后兩對(duì)導(dǎo)向立輥,通過(guò)手動(dòng)調(diào)節(jié)對(duì)中開(kāi)合調(diào)整 After leveling roll two pairs of vertical guide rollers, regulation of the opening and closing by manual adjustment |
||||
|
矯平輥 Leveling roller |
采用7輥矯平裝置,使鋼帶平穩(wěn)進(jìn)入成型機(jī)組,矯平輥為無(wú)動(dòng)力輥,下輥固定,上輥通過(guò)首輪絲桿上下調(diào)整 Adopt 7-roller leveling device, so that a smooth strip into the forming units, leveling roll is a non-powered roller, lower roller is fixed, upper roller can be adjusted through the first round screw up and down |
|||||
|
成型機(jī)架 Forming bracket |
成型原理 principle |
本機(jī)組采用底線水平輥式成型原理,軋輥采用雙半徑孔型 This unit uses the baseline level roll-forming principle, Roller adopts double radius of groove |
||||
|
成型要求 forming requirements |
圓管round pipeФ12.7-Ф38.1mm, thickness 壁厚:0.4-2.0mm 方管Square tube: 10*10 –30*30mm thickness 壁厚:0.4-1.5mm 矩形管Rectangle tube:within same bandwidth of tube/pipe |
|||||
|
成型機(jī)架規(guī)格 Forming bracket specifications |
輥架 Roller bracket |
數(shù)量 quantity |
輥架軸徑 Shaft diameter of roller bracket |
輥軸材料 Material of roller bracket |
軸熱處理 Heat treatment |
|
|
水平輥架 Horizontal Roller bracket |
7 |
Φ50mm |
42Crmo |
調(diào)質(zhì)高頻淬火 HF quenching |
||
|
立輥架 Vertical Roller bracket |
7 |
Φ35mm |
42Crmo |
調(diào)質(zhì)高頻淬火 HF quenching |
||
|
成型機(jī)架機(jī)構(gòu)要求 Forming bracket institutions requirements |
在每個(gè)開(kāi)口成型水平機(jī)架上輥方軸承頂部都設(shè)由過(guò)載保護(hù)裝置,當(dāng)遇到過(guò)載時(shí)該墊有緩沖,以保護(hù)水平輥和傳動(dòng)裝置 On each opening forming horizontal rack roller bearings are located at the top side by the overload protection device, the pad has a buffer when faced with overload, in order to protect the horizontal roller and transmission device |
|||||
|
水平輥架為龍門(mén)式結(jié)構(gòu),其中:開(kāi)口成型4機(jī)架;閉口成型3機(jī)架。水平輥模具采用隔套直接固定,保證機(jī)組精度 Horizontal roller bracket is gantry structure, including: open molding 4 brackets; Silent molding 3 brackets. Horizontal roller mold adopt spacer fixed directly, ensure its accuracy |
||||||
|
立輥架為滑槽式結(jié)構(gòu),其中:雙立輥導(dǎo)向,手動(dòng)調(diào)節(jié)同時(shí)開(kāi)合和對(duì)中;立輥滑塊為分體式,用螺釘調(diào)節(jié)松緊; Vertical roller is sliding-type structure, including: double vertical roller Guide,manually adjust the opening and closing at the same time vertical roll slider is the split, with screw to adjust tightness |
||||||
|
換輥方式:側(cè)拉式 Roller changing way: Side pull |
||||||
|
機(jī)架潤(rùn)滑:水平輥架后端排架使用油槍油脂潤(rùn)滑,配加油嘴 Bracket Lubrication: horizontal roller bracket back-end bent use grease lubrication oil gun, with refueling nozzle |
||||||
5、焊接設(shè)備(機(jī)械部分) Welding Unit
|
焊縫導(dǎo)向機(jī)架 Weld guide bracket |
(1套)導(dǎo)向輥由上下兩個(gè)輥?zhàn)咏M成,中間裝有導(dǎo)向刀片,焊縫角度通過(guò)螺桿調(diào)節(jié) (1 set)Guide roller is composed of upper and lower rollers, the middle is equipped with guide blade, weld angle adjusted through the screw |
|
焊接擠壓輥機(jī)架 Welding extrusion roller bracket |
(1套)2輥式,壓輥加壓將熔融的金屬擠壓并焊合在一起 (1 set) Two roller, roller pressure squeezing molten metal and welded together |
|
側(cè)擠壓輥軸裝輥直徑 Roller diameter of The lateral extrusion roller |
Φ35mm |
|
外毛刺去除裝置 Outer burr removal device |
(1架)裝有可交替使用的前后刀具座,手輪調(diào)整刀具的高度和橫向位置并加裝有快速進(jìn)退刀裝置 (1 set) Before and after the tool holder can be used interchangeably, the hand wheel adjust the cutting tool height and horizontal position and equipped with a fast cutting device |
|
下支承部分 lower support part |
硬木板支承,高度可調(diào);可保證焊縫切削光滑平整 Hard wood supports, height is adjustable; can ensure the seam cutting is smooth |
|
磨光輥機(jī)架 Polishing roller bracket |
(1架)立輥式,手動(dòng)調(diào)節(jié)開(kāi)合和對(duì)中 (1 set)Vertical roller, manually adjust the opening and closing |
|
冷卻裝置型式 Form of cooling device |
噴淋和溢池聯(lián)合式 Spray pool and overflow pool |
6、定徑機(jī)架Sizing Bracket
|
定徑要求 Sizing requirement |
圓管round pipeФ12.7-Ф38.1mm, thickness 壁厚:0.4-2.0mm 方管Square tube: 10*10 –30*30mm thickness 壁厚:0.4-1.5mm 矩形管Rectangle tube:within same bandwidth of tube/pipe |
|||||
|
定徑機(jī)架規(guī)格 Sizing bracket specifications |
輥架 Roller bracket |
數(shù)量 quantity |
輥架軸徑 Shaft diameter of roller bracket |
輥軸材料 Material of roller bracket |
軸熱處理 Heat treatment |
|
|
水平輥架 Horizontal Roller bracket |
6 |
Φ50mm |
42Crmo |
調(diào)質(zhì)高頻淬火 HF quenching |
||
|
立輥架 Vertical Roller bracket |
6 |
Φ35mm |
42Crmo |
調(diào)質(zhì)高頻淬火 HF quenching |
||
|
水平輥模具采用隔套直接固定,保證機(jī)組精度 Horizontal roller mold adopt spacer fixed directly, ensure its accuracy |
||||||
|
定徑機(jī)架機(jī)構(gòu)要求 Sizing bracket institutions requirements |
換輥方式:側(cè)拉式 Roller changing way: Side pull |
|||||
|
上輥調(diào)整:左右單獨(dú)調(diào)整 Adjustment of Upper roller: left or right to adjust alone |
||||||
|
立輥架為滑槽式結(jié)構(gòu),雙立輥導(dǎo)向,手動(dòng)調(diào)節(jié)同時(shí)開(kāi)合和對(duì)中;雙立輥導(dǎo)向,手動(dòng)調(diào)節(jié)同時(shí)開(kāi)合和對(duì)中;立輥滑塊為分體式,用螺釘調(diào)節(jié)松緊 Vertical roller is sliding-type structure, including: double vertical roller Guide,manually adjust the opening and closing at the same time,vertical roll slider is the split, with screw to adjust tightness |
||||||
|
矯直裝置(土耳其頭) Straightener(Turkey head) |
作用 Function |
矯直鋼管平直度,引導(dǎo)鋼管正確進(jìn)入飛鋸,也可對(duì)方矩管進(jìn)行整徑 Straightening steel pipe straightness, lead the steel pipe right into flying saw, can also be rectangular tubes for the whole size |
||||
|
結(jié)構(gòu) structure |
四輥土耳其頭,分別上下、左右調(diào)整和旋轉(zhuǎn)調(diào)整 Four-roll Turkey head, up and down, left and right adjustment and rotation adjustment respectively |
|||||
|
數(shù)量 quantity |
兩架單面土耳其頭 Two Single-sided Turkey head |
|||||
7、電腦飛鋸機(jī)Computer Control Flying Saw
|
型式Type |
微機(jī)定尺飛鋸 computer length flying saw |
|
用途 Usage |
確定鋼管定長(zhǎng)切斷位置,并能快速起動(dòng)使切斷設(shè)備與作業(yè)線速度同步 Determine steel pipe fixed length cutting position, and can quickly start to make the cutting device synchronized with the production line |
|
維持切斷設(shè)備與作業(yè)線速度同步,切斷機(jī)構(gòu)動(dòng)作切斷鋼管 Maintaining cutting device synchronized with the production line, cutting off steel body movements and steel pipe |
|
|
快速?gòu)?fù)位 Fast reset |
|
|
控制方法 Control way |
微機(jī)控制電機(jī)通過(guò)減速箱傳動(dòng)齒輪齒條驅(qū)動(dòng)移動(dòng)組件 Microcomputer control motor drives mobile component through gear box gear rack |
|
切割方式 Cutting way |
熱摩擦鋸切 Friction heat of mental sawing |
|
鋸車(chē)最大運(yùn)行速度 Maximum running speed of saw car |
100m/min |
|
鋸切管徑 Pipe diameter |
圓管round pipeФ12.7-Ф38.1mm,方管Square tube: 10*10 –30*30mm |
|
鋸切管壁厚 Pipe thickness |
≤2.0mm |
|
切割精度 Cutting precision |
±3mm |
|
定尺長(zhǎng)度 Specified length |
4~10m |
|
鋸片規(guī)格 Saw blade |
Φ400×35×3 |
|
鋸片轉(zhuǎn)速 Saw blade rotation speed |
3000rpm |
|
鋸切電機(jī) Cutting motor |
7.5KW(AC) |
|
跟蹤電機(jī) Tracking motor |
11KW(DC) |
|
氣動(dòng)系統(tǒng) Pneumatic system |
0.4~0.7Mpa |
8、后輥道架Run Out Table
|
支架結(jié)構(gòu)形式 Support structure |
采用型鋼焊接結(jié)構(gòu) Using steel welded structure |
|
輥道架標(biāo)高Roller rack elevation |
與管件軋制、飛鋸下料中心標(biāo)高一致 In line with pipe rolling and flying saw cutting center elevation |
|
托輥形式、材料 Idler roller form and material |
托輥為平輥,材料:45#鋼淬火鍍硬鉻,使用壽命長(zhǎng),不劃傷鋼管 Idler roller is flat roller Material:45# steel quenching hard chrome plated, long service life, don't scratch steel pipe |
|
托輥運(yùn)轉(zhuǎn)動(dòng)力 Operation power of idler roller |
采用3KW電機(jī)拖動(dòng),可滿足不同生產(chǎn)速度的需求 Adopt 3kw motor, can meet the needs of different production speed |
|
翻料方向 Turning direction |
管件前進(jìn)方向 |
四、傳動(dòng)系統(tǒng) Transmission system
|
傳動(dòng)原理 Principle |
整個(gè)機(jī)組成型機(jī)和定徑機(jī)聯(lián)動(dòng)傳動(dòng),各系統(tǒng)的主電機(jī)通過(guò)減速箱、齒輪箱(螺旋傘齒輪傳動(dòng))、萬(wàn)向傳動(dòng)軸拖動(dòng)水平輥;立輥為無(wú)動(dòng)力輥。螺旋傘齒輪材質(zhì)采用20CrMnTi Forming and sizing machines of the entire unit Transmission linkage, the main motors of each system drag horizontal roller through reducer, gear box (spiral bevel gear), universal transmission shaft; vertical roller is unpowered roller. Spiral bevel gear material used 20CrMnTi |
|
主機(jī)機(jī)組電機(jī) The host unit motor |
110KW |
|
齒輪箱潤(rùn)滑 Gearbox Lubrication |
稀有浸泡潤(rùn)滑;箱體外有油位顯示 Rare immersion lubrication; There is oil level outside the enclosure |
五、水管分布 Water pipe Distribution
|
結(jié)構(gòu) Structure |
整機(jī)預(yù)留冷卻液總接入口, 每段軋輥中間安裝可調(diào)金屬冷卻管?chē)娏茴^ Reserve the engine cooling fluid total access, installing adjustable metal cooling spray headin the middle of each roller |
|
冷卻液流量 Coolant flow rate |
≥15噸/小時(shí)ton/hour |
六、焊管線主要外購(gòu)件 Mainly Purchased Components of pipe line.
|
主電機(jī) Main motor |
國(guó)產(chǎn)品牌 Domestic brands |
|
減速機(jī) Reducer |
國(guó)產(chǎn)名牌Domestic brands |
|
飛鋸電源 Flying saw power |
進(jìn)口品牌Imported brands |
|
汽缸、氣動(dòng)元件 Cylinder, pneumatic components |
國(guó)產(chǎn)品牌Domestic brands |
|
成型、定徑機(jī)組軸承 Bearing of forming and sizing bearing unit |
國(guó)產(chǎn)品牌(哈、洛、瓦)Domestic brands |
|
主要電器元件 Main electric components |
進(jìn)口品牌Imported brands |
|
固態(tài)高頻 Solid state high frequency |
200KW節(jié)能一體機(jī)固態(tài)高頻,單拖,風(fēng)水冷,空調(diào),調(diào)整支架 200KW energy-saving all-in-one machine solid state high frequency, single drag, air and water cooling, air conditioning, adjustment bracket |
 Our main products are: open-book machine, shearing machine, spiral looper, precision welded pipe forming equipment, is a research and development, design, production, sales as one of professional manufacturers.
Our main products are: open-book machine, shearing machine, spiral looper, precision welded pipe forming equipment, is a research and development, design, production, sales as one of professional manufacturers.